
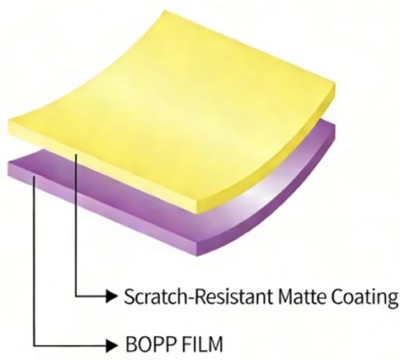
BOPP Anti-Scratch Matt Film – Keyful BOPP-SAS-M
•Made from a single-material polypropylene using a biaxial stretching process.
•Printability: Stable surface tension. Compatible with Flexo, Gravure, Offset, Screen, and UV printing. Supports premium hot foil stamping to deliver a sophisticated, high-end aesthetic.
•Functionality: Inherent anti-static properties and excellent resistance to oils and grease; features superior scratch and abrasion resistance (withstands 1,000 cycles at 4 lbs load)
•Superior surface performance: matte finish with a crystal-spot-free surface; matte levels of 4–5 GU or 10–12 GU available.
•After lamination, the product exhibits deep, sophisticated colors with an elegant and luxurious appearance.
This BOPP anti-scratch matte film is suitable for printing houses, gift box factories, and high-end FMCG packaging companies. It goes beyond just a “matte appearance” and delivers end-user value through controllable processing: a precise thickness of 18±2μm ensures clean die-cutting without fraying; differentiated bi-directional mechanical properties (MD 105 / TD 200 MN/m²) are suitable for complex box folding; a non-laminated surface of >38 dyne/cm ensures 100% wetting with PUR/solvent adhesives, preventing white edges and delamination; a low dynamic friction coefficient of 0.23 supports high-speed lamination without downtime; and full ASTM/GB/DIN certifications cover pharmaceutical packaging-grade compliance requirements. We provide verifiable process interfaces for your hot stamping line speed, adhesive system, and storage temperature/humidity – customization delivers certainty.
We focus on the research & development, production, manufacturing, and supply of various flexible, environmentally friendly, and biodegradable packaging films, covering BOPP, BOPET, BOPA, PE, and recyclable single-material films, and are committed to meeting the diverse packaging solution needs of the market.
Keyful BOPP anti-scratch matte film is manufactured using a simultaneous biaxially oriented stretching process, with a stable thickness controlled at 18±2 μm (DIN 53370), balancing stiffness and winding tension adaptability. Its longitudinal/transverse tensile strength reaches 105 MN/m² and 200 MN/m² respectively (ASTM D882), with an MD/TD elongation at break of 160%/55%, and a low heat shrinkage rate of 2.7%/1.8% (100℃/10min, ASTM D1204), ensuring long-term flatness, no edge curling, and no blistering after lamination.
The surface undergoes gradient corona and micro-structure roughening composite treatment, achieving a non-laminating surface of >38 dyne/cm and a laminating surface of >36 dyne/cm (GB/T 14216), compatible with water-based adhesives, PUR, and EVA hot melt adhesives. It has a dynamic friction coefficient of 0.23–0.29 (ASTM D1894), ensuring smooth running without sticking. With a measured abrasion resistance of 4 lb/1000 cycles (ASTM D4060) + 4–5 GU low gloss + <10% haze (ASTM D2457), it delivers a delicate tactile feel, scratch and abrasion resistance, and visually subdued appearance.
Applications
- Paper-Plastic Lamination Industry: Lamination for luxury gift boxes, folding cartons, shopping bags, books, and various product packaging.
- Label Industry: Printable labels, compatible with various adhesives, with customizable adhesion.



Technical Properties (Typical Values)
| Property | Unit | Result | Test method |
|---|---|---|---|
| Thickness | microns | 18±2 | DIN 53 370 |
| Tensile strength MD/TD | MN/m² | 105 | ASTM D 882 |
| 200 | |||
| Elongation at break MD/TD | % | 160 | ASTM D 882 |
| 55 | |||
| Heat shrinkage MD/TD | % | 2.7 | ASTM D1204 100°C / 10 min |
| 1.8 | |||
| Coefficient of friction (film to film) | / | 0.23 | ASTM D 1894 |
| 0.29 | |||
| Wear Resistance | / | 4 LB 1000 times | ASTM D4060 |
| Optical: Gloss Haze (wide angle) | GU | 4~5 | ASTM D2457 60°C |
| Surface Wetting Tension Laminated Side |
dyne/cm | >36 | GB/T 14216 |
| Surface Wetting Tension Non-Laminated Side |
dyne/cm | >38 | GB/T 14216 |
All properties are tested under standard laboratory conditions: 23±2ºC; 50±5% RH, unless otherwise stated. Where relevant, tests are based on international testing standards. Metallising is conducted by a sub-contractor. MD – Machine Direction TD – Transverse Direction.